Ein anonymisiertes Fallbeispiel
Im Sommer 2016 verabschiedete der Vorstand eines Flaschenherstellers eine neue Strategie. Diese zielte darauf ab, die Qualitätsführerschaft bei der Flaschenproduktion auszubauen und die Kundenzufriedenheit weiter zu erhöhen. Ausgehend von dieser Vision definierte das Managementteam sogenannte Durchbruch-Ziele für das Realisieren der Strategie. Sie lauteten für die Produktion:
- Die Produktionsverfahren müssen dem neusten Stand der Technik entsprechen.
- Die Arbeit muss sich am Null-Fehler-Prinzip orientieren. Und:
- Das Streben nach Verbesserung muss sich regelrecht «in den Genen» der Mitarbeiter verankern.
Diese Ziele wurden in Meetings auf alle Ebenen heruntergebrochen, sodass Ende 2016 alle Bereiche, Abteilungen sowie Teams ihren Soll-Beitrag zum Erreichen der Unternehmensziele kannten. Ausserdem wurden die Führungskräfte in der Produktion zu Kata-Coaches ausgebildet, die ihre Mitarbeiter nun beim Analysieren und Lösen neuer Aufgaben unterstützen – so auch der Abteilungsleiter der Flaschenfertigung Claus Schmitt und seine Gruppenleiterin Etikettierung Karla Haas.
Bei einem ihrer Meetings im Januar 2017 wies Abteilungsleiter Schmitt die Gruppenleiterin darauf hin, dass die von ihr betreuten fünf Etikettierlinien weniger als die angestrebten 25 000 Flaschen/Tag produzierten, was zu Lieferengpässen und Unzufriedenheit bei Kunden führte. Er bat sie, dieses Problem zu lösen.
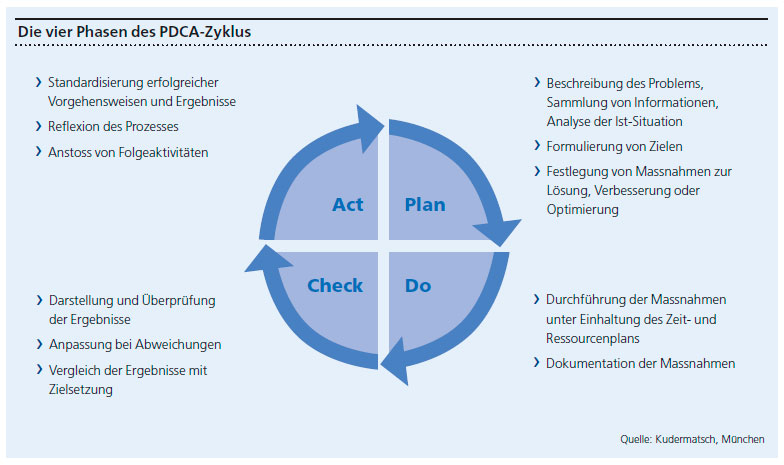
PDCA-Phase 1: Plan
Daraufhin analysierte Frau Haas die Produktionszahlen der zurückliegenden Wochen und stellte fest: Bei der von Team-leiter Heinz May betreuten Etikettierlinie gibt es eine grosse Soll-Ist-Abweichung: Statt der angestrebten 5000 Flaschen pro Etikettierlinie/Tag lieferte sie im Schnitt nur 4200 Flaschen aus.
Also analysierte die Gruppenleiterin mit Teamleiter May das Problem. Dabei zeigte sich: Die Lieferung sank in den zurückliegenden Wochen kontinuierlich – auf 4000 Flaschen aktuell. Frau Haas bat Herrn May, Vermutungen über die Ursachen zu äussern. Seine Vermutung: Es liegt am hohen Ausschuss. Also schauten sich die beiden im Ausschusslager die aussortierten Flaschen an und registrierten: Bei fast allen Ausschussflaschen sind die Etiketten faltig und schief angebracht.
Frau Haas fragte Herrn May, was die Problemursachen sein könnten. Seine erste Vermutung: Die gelieferten Etiketten sind nicht okay. Ein Anruf bei der Eingangsprüfung ergab: Sie sind okay. Also war klar: Beim Etikettieren läuft etwas schief. Herr May schaute sich daraufhin in den Schichtberichten die Ausschusszahlen an. Dabei zeigte sich: Über 80 Prozent der Ausschussflaschen werden in der Nachtschicht produziert.
Also beobachteten die Gruppenleiterin und der Teamleiter in der folgenden Nachtschicht den Etikettierprozess. Dabei stellten sie fest: Das Etikettierband staut sich zuweilen in der Spenderstation und deshalb werden die Etiketten schief aufgebracht. Als Ursache vermutete Herr May: Das Etikettierband wird von einigen Mitarbeitern beim Wechseln falsch eingefädelt – und zwar von den beiden neuen. Damit stand für ihn die Kernursache des Problems fest.
Also bat Frau Haas Herrn May, ein Ziel für Gegenmassnahmen zu formulieren. Die Antwort: Das Ziel sei doch klar, den Ausschuss zu reduzieren. Seine Vorgesetzte erinnerte ihn daran, dass Ziele «smart» – also auch messbar und terminiert – sein sollten. Daraufhin formulierte May das Ziel neu: Die Ausschussquote der Nachtschicht soll in acht Wochen, am 31. März, 50 Prozent niedriger sein – und dieses Ziel wolle er durch ein Schulen der neuen Mitarbeiter erreichen. Damit war die Sache für ihn erledigt.
PDCA-Phase 2: Do
Anders für Frau Haas. Sie fragte den Teamleiter, ob er genau wisse, wie die Mitarbeiter beim Rollenwechsel vorgingen; ausserdem, ob es eine schriftliche Beschreibung gebe, wie dieser zu erfolgen habe – auch zum Einarbeiten neuer Mitarbeiter. Mays Antwort auf beide Fragen lautete: Nein.
Also schauten sich Haas und May in einer weiteren Nachtschicht den Rollenwechsel durch erfahrene und unerfahrene Mitarbeiter an. Dabei registrierten sie Unterschiede: Die erfahrenen Mitarbeiter achteten darauf, dass das Band beim Wechsel den Boden nicht berührte, sodass kein Schmutz in den Spender kam; bei den unerfahrenen hingegen schleifte das Etikettenband oft auf dem Boden. So sammelte sich allmählich Schmutz im Etikettenspender, sodass sich das Band von Zeit zu Zeit verhakte, und dies führte zu den Ausschussflaschen.
Frau Haas bat den Teamleiter daraufhin, sich mit seinem Team mögliche Gegenmassnahmen zu überlegen, diese zu priorisieren und einen Aktionsplan zu erstellen. Das tat Herr May mit seinem Team. Als mögliche Gegenmassnahmen formulierten sie unter anderem:
- Der Boden wird alle zwei Stunden gereinigt. Und:
- Auf dem Boden vor dem Etikettenbandabwickler wird ein Gitterrost montiert, durch den eventueller Schmutz fallen kann. Und:
- Herr May definiert den idealen Prozessablauf beim Rollenwechsel in schriftlicher Form und schult seine Mitarbeiter diesbezüglich.
Aufgrund der Priorisierung erstellten die Teammitglieder einen konkreten Massnahmenplan – nebst Verantwortlichkeiten. Ausserdem vereinbarten sie: Der aktuelle Status des Projekts wird bis Ende März stets an der Shopfloor-Tafel der Etikettierlinie dokumentiert, und hierüber wird regelmässig in der täglichen Shopfloor-Runde des Teams gesprochen.